The end product is as good as the raw material used. True to this statement, the melting scrap that is used is of highest quality including crc scrap from Faridabad and imported fabrication scrap. The scrap has minimal levels of adverse elements such as sulphur, phosphorus and silicon leading to better steel melting and eventually better end products.

The melting is through an electric induction furnace built batch capacity of 10 mt and 15 mt.

Ladle Refining Furnace (LRF) is used to de-sulphurize steel, adjust its chemical composition and raise the temperature of molten metal besides as a buffer between the melting and casting equipment. The concept is user-friendly and can produce high-quality structural steel, low alloy steel, and other value-added steels through the Induction Furnace LRF process is used for the following:

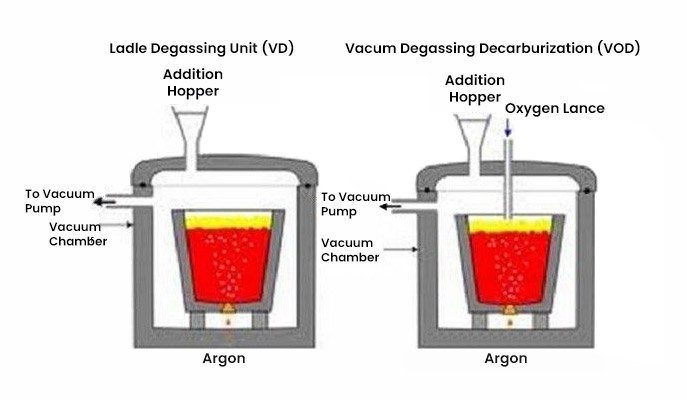
The most critical part in steel melting shop is the refining of liquid steel which is done through a 10 mt and 15 mt capacity vd. The high pressure (0.67 milibar) generating capability of the VD through its 5 number of pumps and continous argon purging removes inherent gases such as nitrogen, oxygen and hydrogen from the steel.
The conditioned material is laddle poured into appropriate mould sizes. Special attention is paid to the teeming time according to different ingot sizes.

For providing higher reductions while rolling, a number of ingot sizes are cast.

After casting, each and every piece of ingot goes through a close physical inspection to discover any surface flaws. Then a sample of ingot is tested through a spectrometer to check the chemical composition of the material and is matched with the standards.
Succeeding the testing, ingots are conditioned so to achieve the desired form. All material is grinded using ingot grinders to remove any type of surface defects. Thereafter, the hot top and the lower section is cut from the ingot so as to improve the quality of the rolled product. After the completion of these processes, the ingots are sent for final examination and approved for further use. Proper heat wise records are maintained having the process sheet, the spectra report, the conditioning report and the final examination report for any future use.

Skyway has a six stand 14-inch rolling mill along with a heavy duty 22-inch roughing stand. The furnace of the rolling mill has a capacity of 70 mt. Special attention is paid to the furnace temperatures and soaking time (according to the grades) which are properly monitored and recorded. Automation of conveyors and applying plc controls in the rolling mill is currently underway. In addition a mechanical scale breaker is installed to provide better surface finish by removing excessive scale.

After rolling, the material undergoes multi layered visual inspection which checks the following aspects:

Checking the mechanical properties of rolled material is done through advanced machines. The following properties are tested:
These properties are duly recorded on respective test certificates (tcs) which are despatched along with the material.

Skyway has 3 number of top and 5 number of bases for annealing. The total installed capacity of annealing is 8,000mt per annum. All specialized types including spherodized annealing are carried out in highly controlled environment. The metal is heated above its recrystallization temperature and then systematically cooled. This process provides stringent control of decarb and hardness.

In order to accomplish customer specific material, quality and mechanical properties, Skyway Steels has state-ofthe-art heat treatment facilities.
Our PLC controlled heat treatment furnaces gives us precise control over temperature, resulting in greater uniformity and thereby achieve excellent mechanical properties.

for providing ground bars, a centreless grinder. Has been installed. In this process a layer of outer surface is removed and hence the material has a silvery bright, defect free surface. Also skyway provides the services of peeled material as per customer requirements.

A MPI machine is installed which is used for checking any surface seams or cracks. The material not conforming to mpi standards is directly rejected so as to provide our customers with the best possible quality.

Along with all the testings done on as rolled material, 100% decarb control and hardness testing is done on these precision steels.
Similar color coding, stickering and labelling is done on these processed steel.

© 2026 Skyway Steel Industries. All Rights Reserved.
Website Designed & Developed By: Cyberxel